製作期間2012/04/11~2014
2016/12 2代目CNCフライス盤を製作するため解体しました。
2代目製作記事はこちら↓

製作中の自作CNCフライス盤です。
前作のArduino制御のCNCリューターを参考に
本格的な切削が行えるものを製作しようと作ったものです。
まだ製作途中ですが切削に必要な基本機能は備わっているので
切削することが可能です。
主な構成材料はMDF板で剛性不足解消のため
Z軸周りはアルミ製に作り変えました。
スペック
加工可能な材料 MDF、アクリル、プラスチック類
(アルミは切削油があれば一応削れるけど実用的でない。)
加工可能範囲X200mmY500mmZ150mm
幅1000mm 奥行き450mm 高さ1000mm
最大送り速度900mm/min
全軸リニアガイド採用

オリジナルマインドで新品中古のLMガイドを購入。
これはY軸に使用しているLMガイドで1m2本で2万円という破格です。

使用するステッピングモーターです。(写真右)
これも中古で57mm角のステッピングモーターで一個900円位で買いました。
47mm角に比べかなり大きくトルクがあり脱調もしにくいです。

スピンドルにはプロクソンフライスモーターを使用します。
(ドリルチャック装備)
静かでユニットになっていて使いやすいので採用しました。
製作編

まず最初に厚さ12mm 300×450mmのMDF板を5枚くっつけて
土台を作りそこに1mのリニアガイドを平行に取り付けます。

旋盤でM12全ねじの両端をφ10mmに加工後、
6200Zベアリングを取り付けMDF製ホルダーに入れて固定。
カップリングでステッピングモーターと全ネジ(寸切ねじ)を接続します。
Y軸には長ナットをつけてあります。
この状態で人が上に乗ってもモーターは脱調せずに
スムーズに移動します。
さすがリニアガイドです。

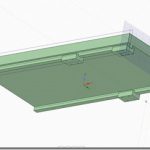
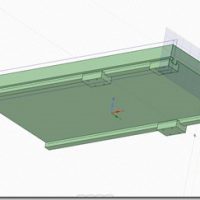
加工テーブルを取り付けるための土台を作ります。
12mmの短冊切りにしたMDF板を7枚重ね
Lアングルを取り付けます。
今回は主軸が動く形なのでこういった構造になってます。

MDF板を3枚重ねて取り付け加工テーブルの完成です。

写真の撮り忘れでだいぶ工程がとんでますがこんな感じになります。
アルミフレームを使用して囲うテーブルをまたぐように
X軸を取り付けました。
Z軸は仮の形です。

Z軸を取り付け。
簡単な構造にしようとしたらかなりでかくなりました。

X軸送りネジとモーターを取り付け。とりあえず3軸完成です。

ステッピングモータードライバです。
放熱板を取り付け冷却ファンを装備。
熱でICがすぐにやられるのでこれぐらいの熱対策はしておきます。
放熱板の取り付けはアロンアルファで直接くっつけています。
今のところこの方法でICが壊れるようなことは起こってないので
グリスやシールじゃなくても十分なようです。

一通り組みあがって完成!と思ったのですが
加工を行うとモーターの脱調が頻繁に起こり
まともに加工できない状態でした。

問題はドライバらしく英語のサイトと格闘していましたが
解決できず数ヶ月間製作を中断していました。

・・・3ヶ月ほどたった9月。
CNCフライス盤の製作を再開。
ステッピングモータードライバの見直すことに。
バイポーラ型からユニポーラ型に変更。
エレメカホビーショップのドライバーキットを
使用してみることにしました。
1セット2780円です。

制御部更新後のCNCフライス盤。
ドライバーを変更したら脱調しなくなりました。
電源もオムロン 24V4.2Aのものに強化してあります。

脱調はしなくなったのですが円を描くと妙な形に・・・。
バックラッシの問題かと思いX軸とY軸のナットを
ダブルナット化してみたのですが効果なし。
とりあえずこの状態で使用していました。

Z軸の剛性不足が気になっていたので改良を行うことに。
アルミで作り直すことにしました。

まずスピンドルマウントを作ることに。
厚さ20mmのアルミをバンドソーで切断します。

旋盤を使いホールソーで穴を開けたあと
ボーリングバイトで切削します。

バンドソーで切れ目を入れて締め付けれるようにしました。
よくやる方法ですね。

リニアガイドを固定するために厚さ20mmのアルミ板に穴を開け、
タップを立てます。

リニアガイドを平行に固定。

スピンドルマウントとあわせるとこうなります。

X軸に仮付け。
うまくいきそうです。

リブを作ります。最初に穴を開けておいてその後切断します。

ボルトで固定。

これでアルミ部分は完成です!あとは元の部品を接合していきます。

完成状態です。Z軸周りだけやけに頑丈です。

改良を行ったことで円を描いたときに出てたずれがなくなりました。
剛性不足でフレームがゆがんでずれていたようです。
フレーム製作

配線を取り付けたり色々装置を後付できるように
フレームを取り付けます。
まずは前面にアルミフレームで枠を作ります。

次に奥の枠を作り適当につないでフレームの完成です。
制御盤はメンテナンスしやすいように前面にもって来ました。

配線をまとめるためにケーブルガイドを追加しました。
ケーブルガイドは工作機械やロボットなどの可動部分に
配線されているケーブルや配管などを保護するために使用するもので
これは中古で手に入れたものです。
Z,Y軸ステッピングモーターへの配線と主軸制御用の配線を
いれています。
主軸電源自動化
![cf013[4]](http://jetnasa.jp/wp-content/uploads/2015/10/cf0134.jpg "cf013[4]")
プロクソンフライスモーターを少し改造し
切削プログラムで主軸回転できるようにします。
このモーターは専用トランスからのAC40Vで動くので
秋月ソリッドステート・リレーキットで制御できます。

まず電源スイッチに繋がれている線をはずし引き出します。

あとは秋月の説明書通りに配線すれば完成です。
キットの入力制御側にPCパラレルポートからの信号を入れてやれば
回転を制御できるようになります。
ただし回転、停止制御のみで回転数の制御はできません
制御盤

エレ・メカ・ホビーショップSECさんの回路図を参考に
インターフェースボードを作ります。

モータードライバ、電源をまとめました。
非常停止ボタン取り付け

機械が予期せぬ動きをしたときにすぐに止められるよう
非常停止ボタンを取り付けます。
CNCでMDF板から取り付け板を削りだします。

こうなって、

こうなります。

ボルトでアルミフレームに取り付けます。
いい感じです。
トグルクランプ取り付け

下方圧え型トグルクランプというワンタッチでクランプできるものを
取り付けます。
10mmくらいまでの板材なら
これで簡単かつ強固に固定することができます。

ネジで四方4箇所に設置。
幅が足りないものでもアルミ板で延長すれば固定できます。
金属も加工したくなってきたので新しく作り変えようかと考え中です。