

どもです。
履帯専用深穴加工機が完成したのでテスト加工してみました。
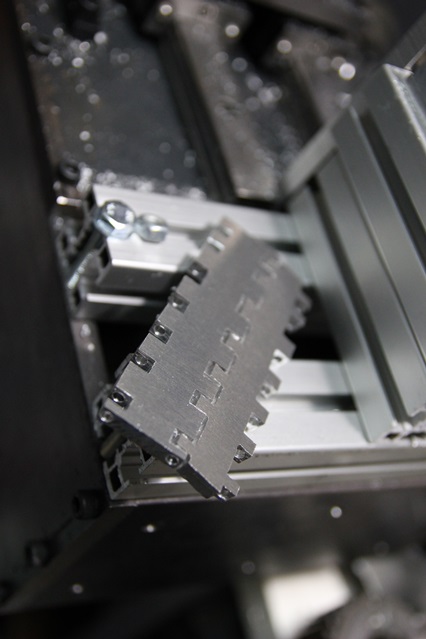
旋盤よりは確実にまっすぐ穴が開くようになりました。
それと加工時間が早いです。
多少は曲がりますが写真のように穴径3mmに対し3mmのピンを打ち込んでも組むことが出来ました。なんとかなるかな?
製作宣言から1ヶ月、ようやくスタートラインに立てましたw
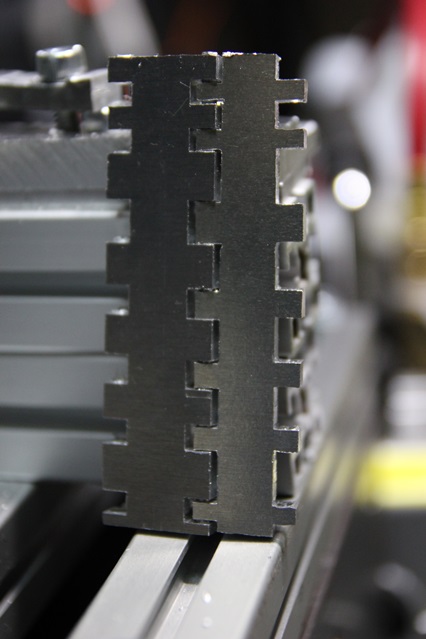
このままだと曲がらないので使用する履帯はR加工を鑢で行います。順次量産していきます。
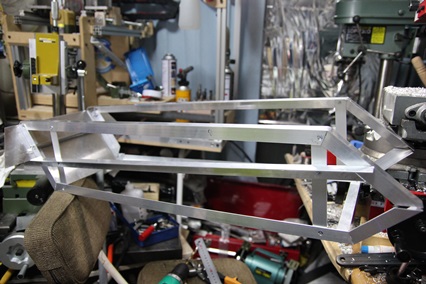
車体フレーム
車体フレームの製作を今日行いました。 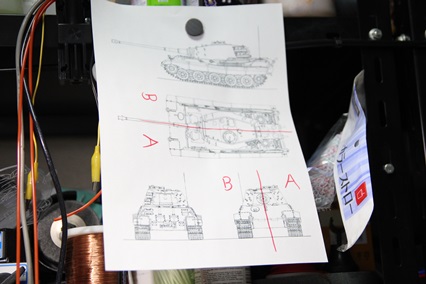
車体の部品を左右作り間違えないように図面にアルファベットを記入して張ってあります。部品には作る前にアルファベットを記入しています。
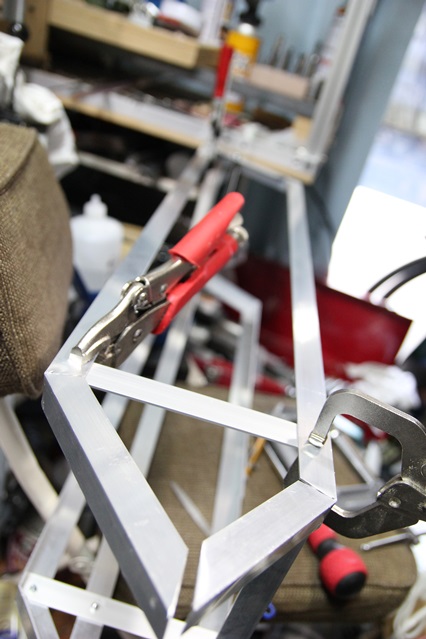
フレームは紙に書いた寸法を見ながら現物あわせで固定していきます。固定は皿ネジで行います。電気ドリルで皿ネジの頭が沈むように座ぐりを作ります。前に紹介した製作方法と同じです。

車体後部の外装を2mmのアルミ板で作ります。側面の傾斜装甲を支持するフレームの役割もするので前面と合わせて先に作ります。幅370mm縦175mmです。

大きすぎてコンターや板金鋏では切り出せないので前に見た加工方法をやってみることにしました。アクリルの切断と同じようにアクリルカッターで切れ目を入れて曲げて切断する方法です。厚さ1mmくらいになるまで削って曲げて切断します。

取り付け。マフラーとかそのほかもろもろ後から追加していきます。
なんとなく形は見えてきました。少しは作業が捗りそうです。





