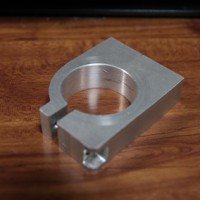
今回はジュラルミン製(A2017)の機械の部品をアルマイト処理してみました。参考にしているサイトはこちらです↓

昨日記事に書いた履帯専用穴あけ加工機の部品です。
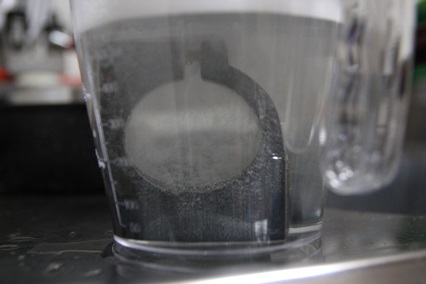
パイプ用洗浄剤(水酸化ナトリウム3%含む)を水で薄めて湯銭状態で表面処理。
ジュラルミンは銅と反応するかなんかで真っ黒になりますが割り箸などで簡単にはがれます。10分ほど浸します。

超音波洗浄機で表面の黒い膜をはがします。

ワークを陰極に接続し電解研磨処理。
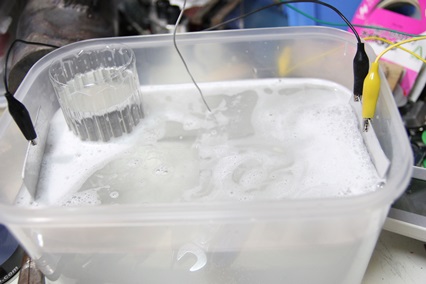
電極を入れ替え(ワーク側が陽極)電解開始。
氷水で液温が20度前後になるように調整します。
20分経過で材料表面の導通がなくなりますが皮膜が薄くテストリードを強く当てると導通します。
40分経過した時点で皮膜が厚くなりテストリードを強く当てても導通しません。そのまま続け1時間電解します。

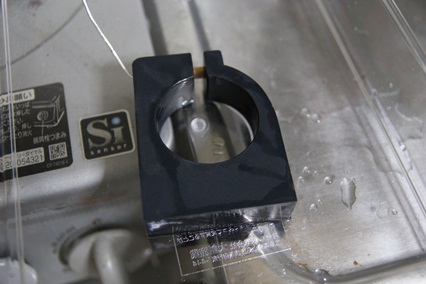
精製水(水道水でもいける)で洗ったあと液温50度の染料液に50分ほど浸します。今回も染料は緑茶です。
数分であげても薄くしか染色されないのでとにかく長く浸します。
その後そのまま温度をあげ10分煮沸し封孔処理し完成です。
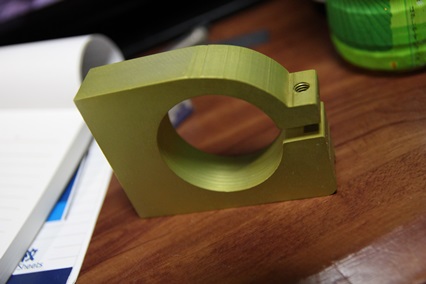
しっかり染まってます。上記リンクにあるRitという染料を用いて染色してみてるのでまた記事に書きたいと思います。