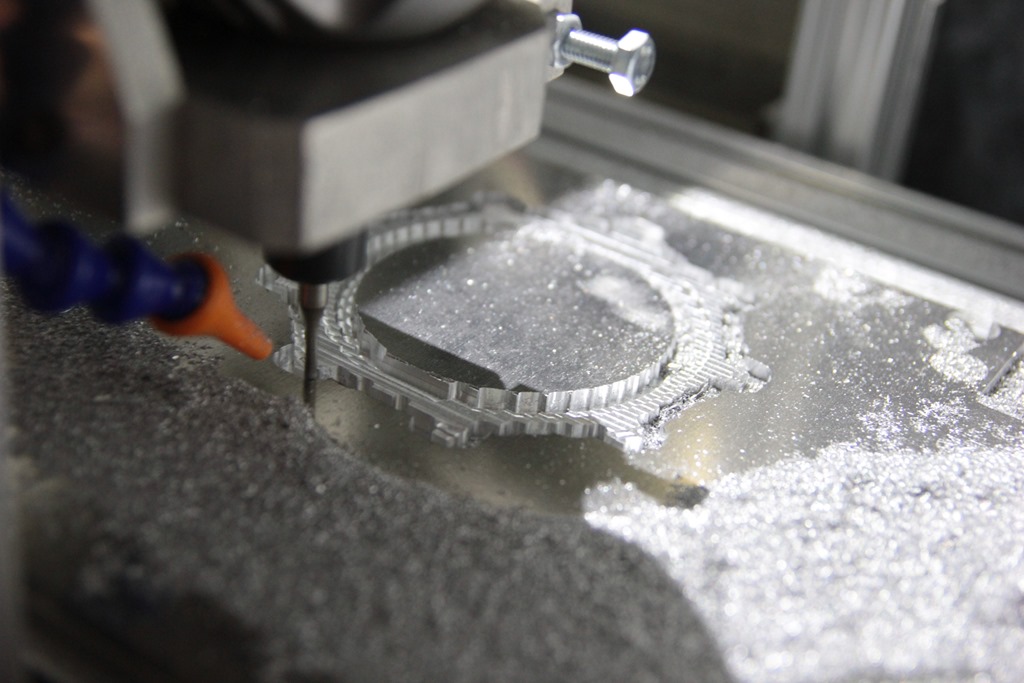
昨日始めたテスト切削、順調に進んでいたのですが途中から
深く切り込んだような音が聞こえるようになり
「脱調してずれたか!?」
と思って確認するもどうも違う。
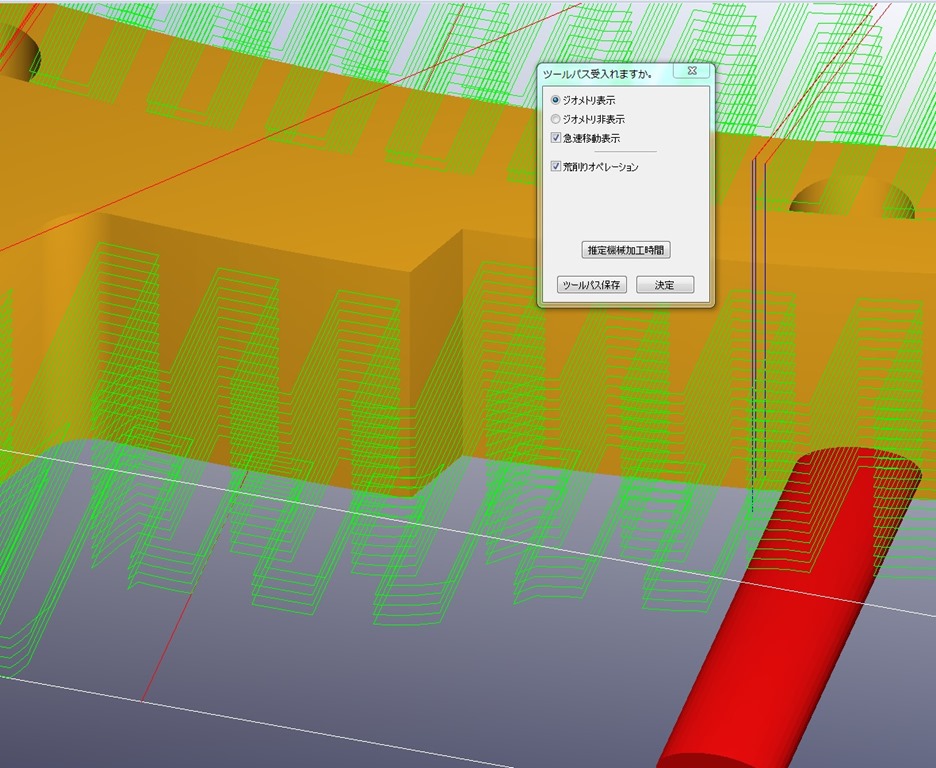
プログラムをよくみると下の方ズレてる・・・。
サポートがあるのでそれを避けるようにコードが出力されているようで
ずれている分その層まで削っていないところを一気に削るということが
起こっているようです。
とりあえず一度通過してしまえばなんとかなりそうなので
送りオーバーライドを10%程度まで落とし切削続行。
ちなみに上のバージョンMeshCAMV5ではこれが修正されていて
輪郭に沿って切削するようになっているみたいです。
ライセンス一緒のものが使えたのでこちらに乗り換えました。
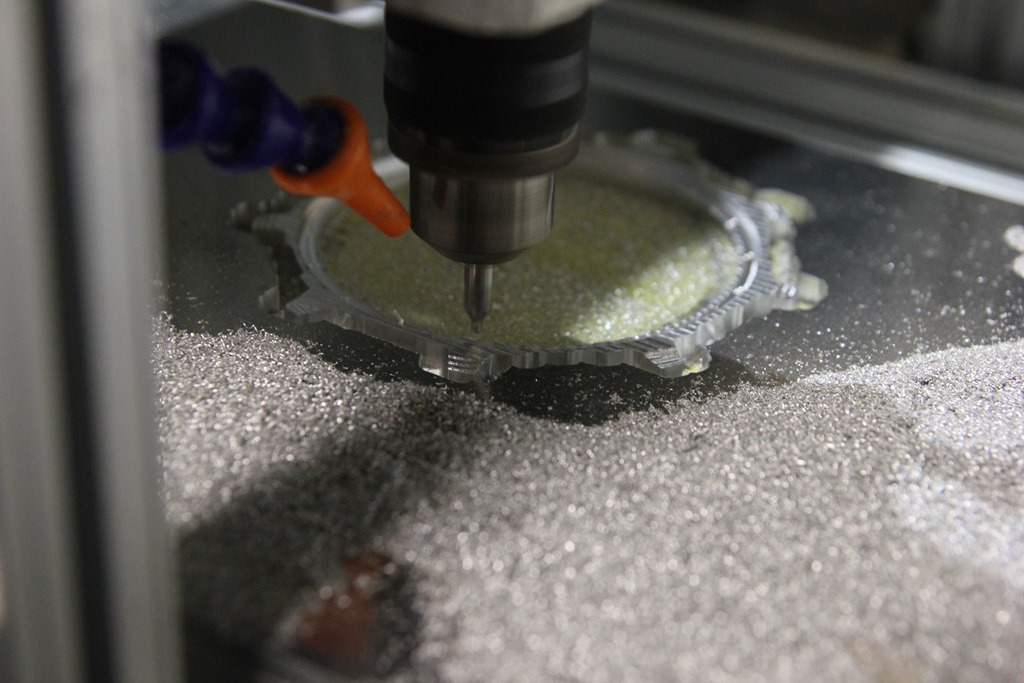
切削の様子↑
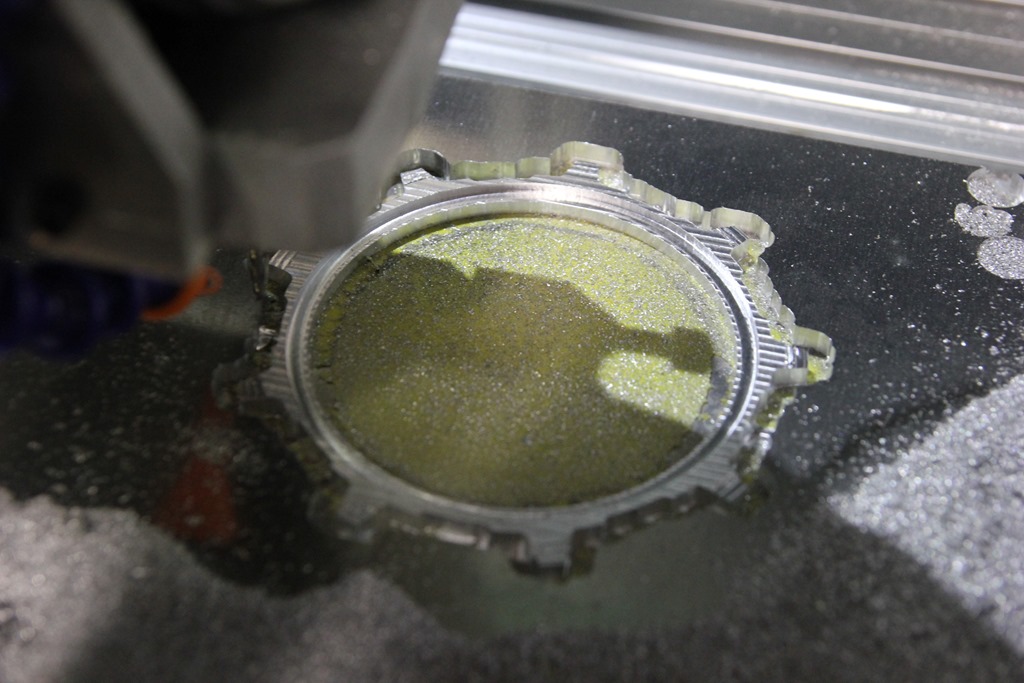
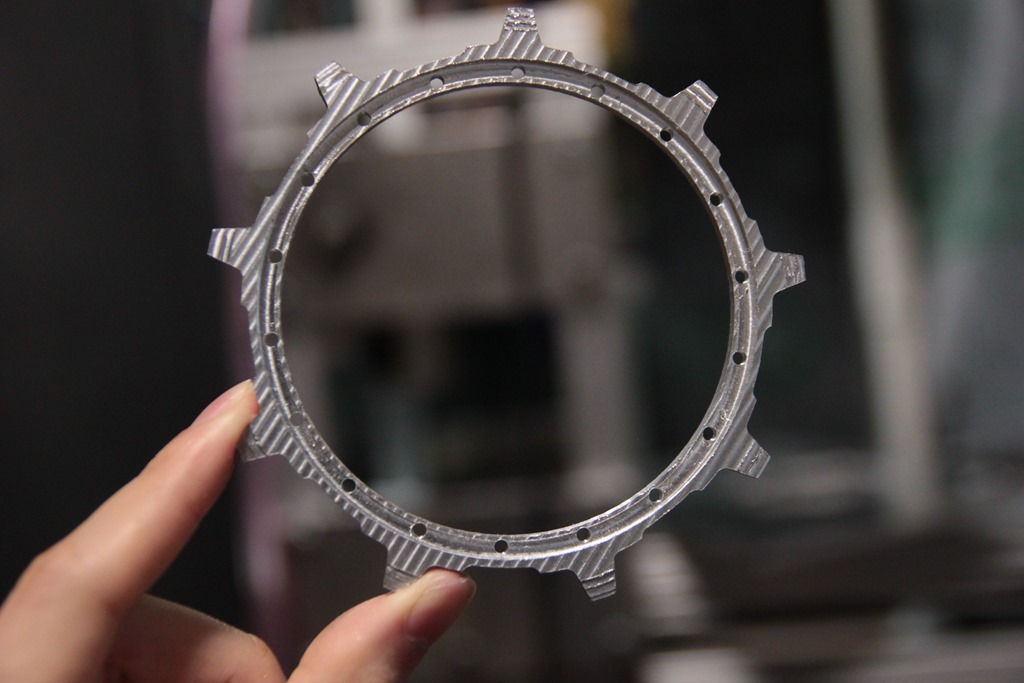
そしてなんとか切削終了。
切削条件が遅すぎたのと無駄な動きが多かったので11時間もかかりましたw
センタードリルに交換しセンタリング。
切り抜けてない場所とサポートを除去してボール盤で穴あけ。
完成(*´∀`*)
・・・と思ったら寸法がおかしい。
全体的に0.9mm大きい寸法で作られていました。
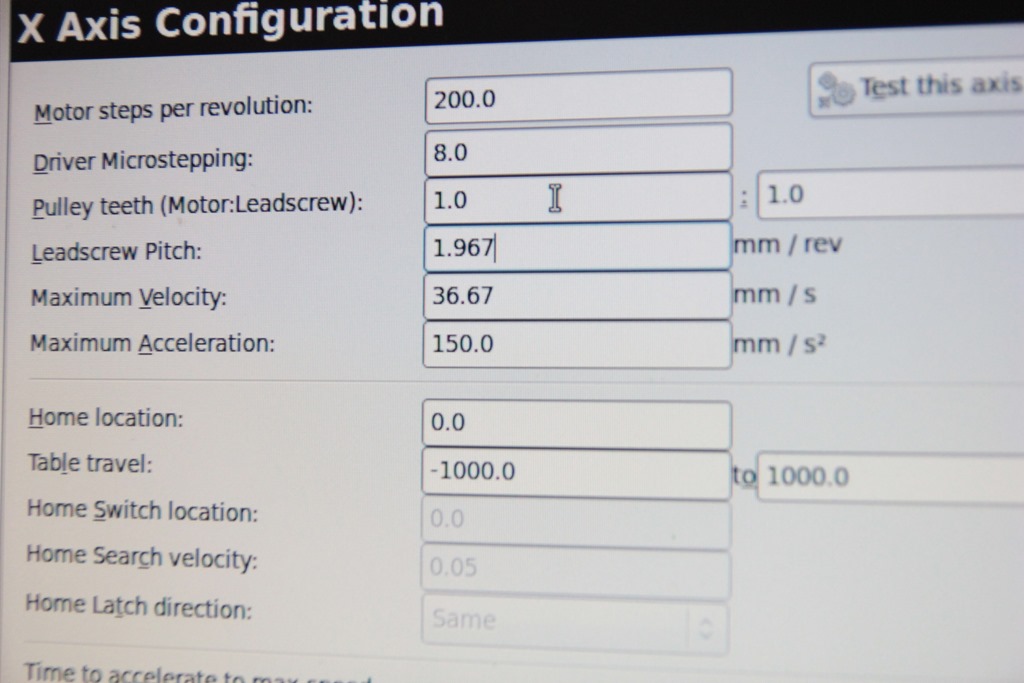
原因を調べてみると軸の移動量が指令値よりも大きくこれが原因のよう。
最初ダイヤルゲージを当てて調整したのですが5mm程度の短距離
で調整したためちゃんとした移動量が測れてなかったようです。
ねじのピッチを1.967に変更していたのですが実際はそれほど
誤差がなく1.997で移動量が指令値と同じようになりました。
ダイヤルで確認しても調整前と変わらず、繰り返し誤差-0.04でした。
ピッチではなくバックラッシですね。
XYZと修正して調整終了。
今回作ったものはボルト穴の位置さえ調整すれば使えるかな・・・。
This website uses cookies.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}